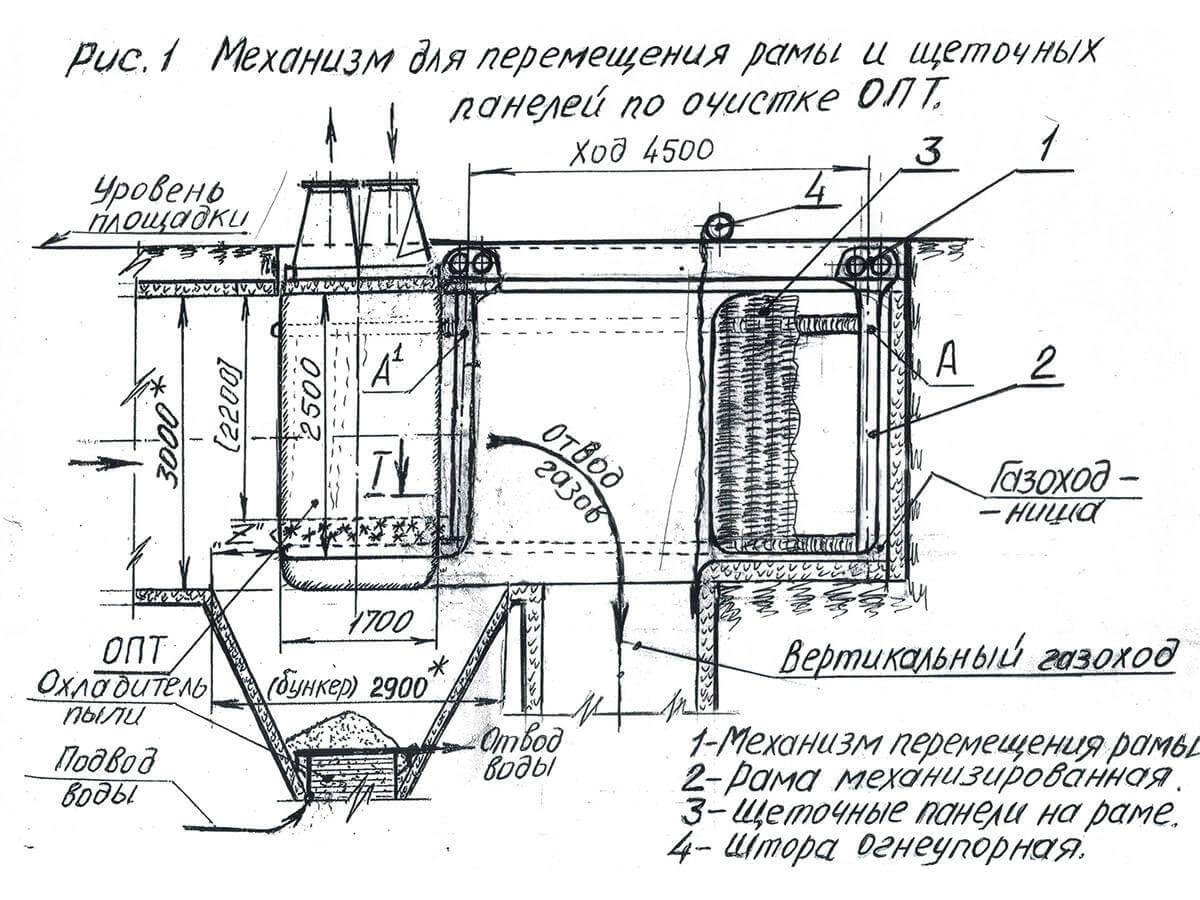
Механизм перемещения рамы и щеточных панелей, обеспечивающих очистку, теплообменных поверхностей ОПТ
На рис.1 показан механизм (поз.1), предназначенный для осуществления возвратно-поступательного перемещения рамы и щеточных панелей, предназначенных для очистки теплообменных поверхностей ОПТ. Процесс очистки выполняется в период, когда расход дымовых газов в газоходе анодной печи минимальный т.е. возможно осуществить в период разливки жидкой анодной меди.
С целью обеспечения комфортных условий работы механизма, он располагается на верхней площадке обслуживания ОПТ. К данному механизму, с помощью вертикальных стоек, крепится рама механизированная (поз.2), на которой с определенным шагом монтируются вилочные кронштейны, состоящие из верхней и нижней горизонтальных балок, соединенные между собой вертикальной стойкой, на каждом вилочном кронштейне между балками устанавливается щеточная панель. Щеточная панель по длине занимает приблизительно 1\3 длины балок вилочного кронштейна, а их количество равно количеству дымовых каналов ОПТ.
В период проведения прочистки теплообменных поверхностей, механизм перемещения передвигает механизированную раму из (.) А в (.) А1 (длина перемещения приблизительно равно 4500 мм , при этом щеточные панели вводятся в зазор между соседними воздушными панелями ОПТ.
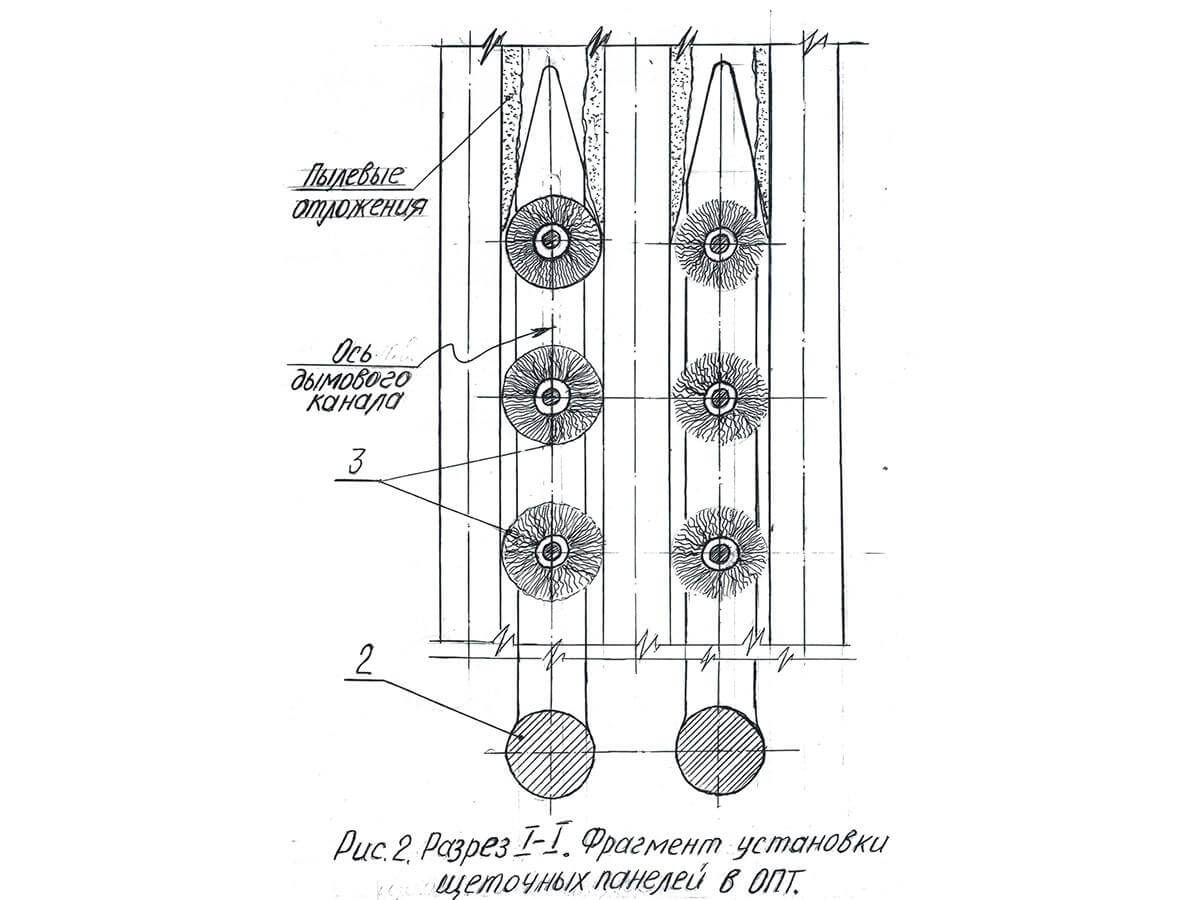
Беспрепятственный ввод в зазор обеспечивается тем, что верхние и нижние балки вилочного кронштейна, в носовой части, имеют клиновидную форму, а уже после клиновидного элемента установлена щеточная панель, причем панель на начальном участке на 4 ?6 мм уже чем ширина дымового канала, а на остальных участках щеточной панели её ширина равна ширине канала или чуть больше его на 2 ? 3 мм.
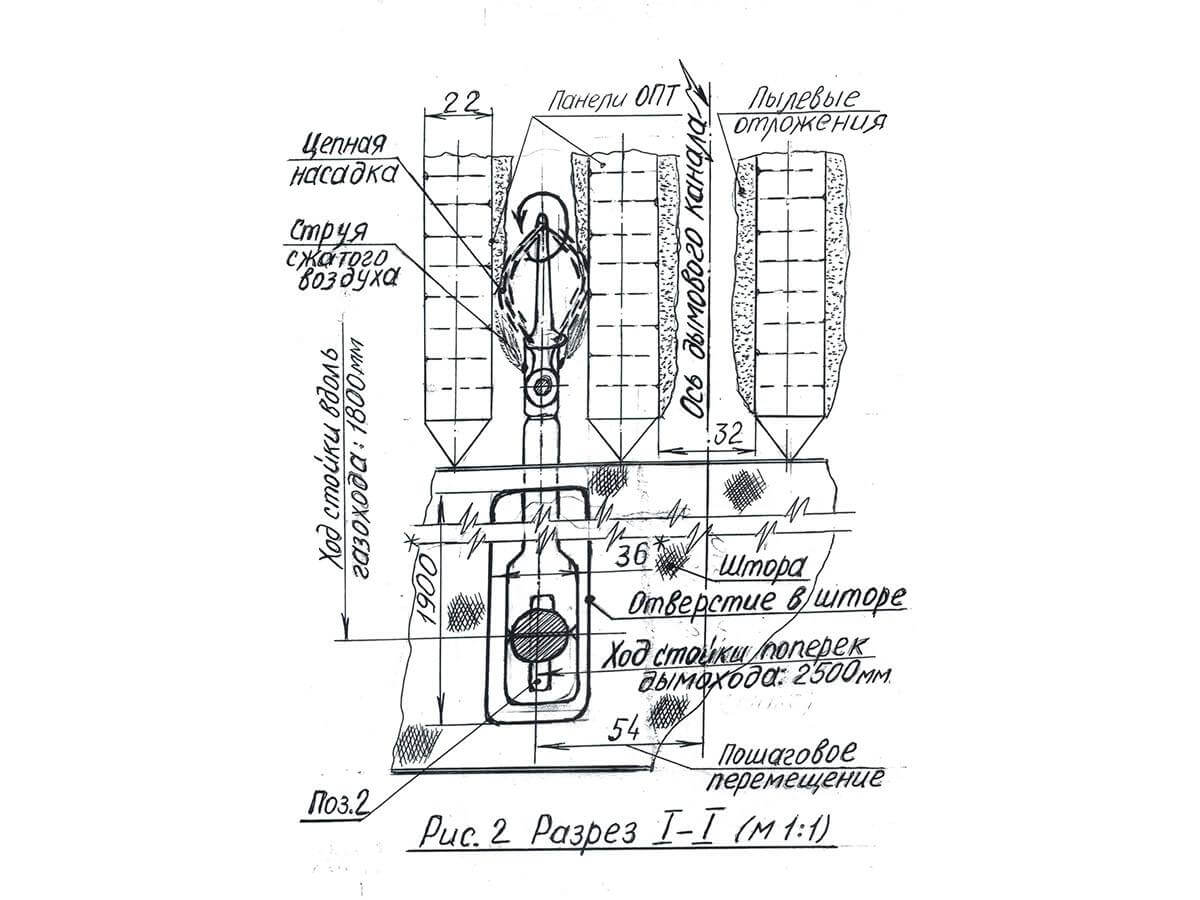
Фрагмент установки щёточных панелей в зазор между соседними воздушными панелями ОПТ изображен на рис.2.
При заходе щеточных панелей до упора (.) А1, механизм перемещения останавливается, а затем он делает два или три хода «взад-вперед», тем самым окончательно счищает загрязненные теплообменные поверхности во входном (лобовом) участке ОПТ.
Далее механизм перемещается в первоначальное исходное положение (.) А и вилочные кронштейны со щеточными панелями заходят на штатное место отстоя, в так называемый газоход-нишу. Газоход-ниша отсекается от основного газохода огнеупорной шторой (поз.4) вертикального исполнения, штора обеспечивает герметичность объемного пространства данного газохода, а такие исключает воздействие теплового излучения от газового потока на конструкцию ОПТ при работе анодной печи.
Вертикальная огнеупорная штора изготавливается заводом «Охта» (СПб) под конкретные условия эксплуатации с укомплектованием её соответствующим механизмом перемещения в вертикальной плоскости.
На рисунке 3 представлен эскизный чертёж рекуператора ОПТ-700/70-480/32, устанавливаемый в газоходе анодной печи.
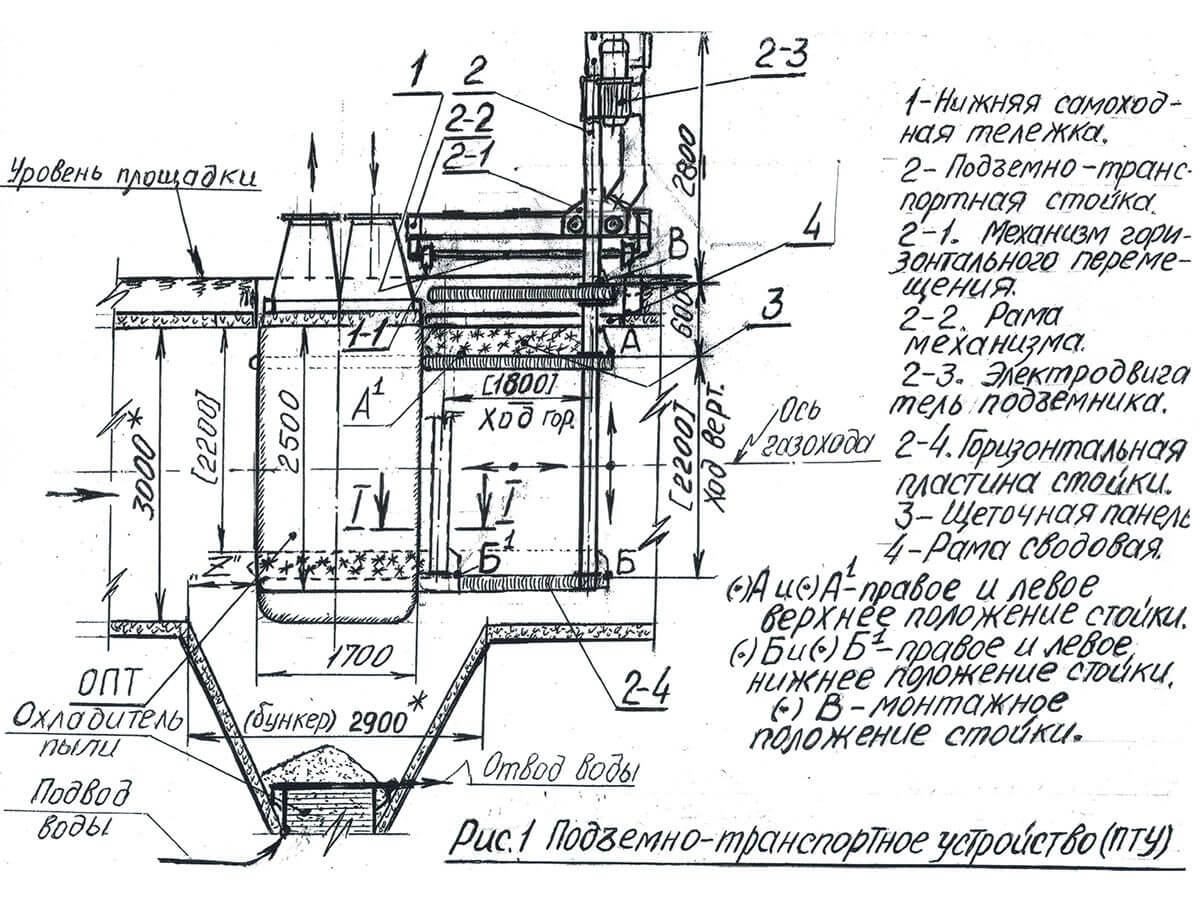
На рисунке 1, показана ещё одна установка теплообменника типа «пыль-жидкость (вода)», который обеспечивает утилизацию тепла пыли, накаливаемой в бункере. В данном случае, при охлаждении пыли в бункере до температуры 80 ?С, имеется возможность осуществлять её затарку в мягкие контейнеры ( мешки «биг-бэг).
Конструкция системы охлаждения пыли и оборудования по затариванию её в «биг-бэг» в данном техническом предложении не рассматривается, но в качестве информационно-технического материала эскизный чертёж теплообменника в объёмном изображении представлен ( см. рис.4)
При установке ОПТ в газоходе необходимо руководствоваться размерами по привязке ОПТ в объёмном пространстве бункера, с целью обеспечения эффективного его омывания газовым потоком, то есть создать условия исключающие «уход» дымовых газов от ОПТ в бункерное пространство, то есть в данном случае должен быть строго выдержан размер «Z» (см. рис. 1)